


Koła z szlifowaniem odgrywają istotną rolę w utrzymywaniu ostrości i precyzji innych szlifowanych kół. Usuwają zanieczyszczenia, przekształcają koło i narażają świeże ziarna ścierne, które zwiększają wydajność. Wybór odpowiedniego szlifowania sosu zależy od kilku czynników, w tym opracowanych materiałów, typu kół szlifowania i pożądanego wykończenia powierzchni.
Rozważ rodzaj szlifierskiego koła
Różne koła szlifierskie wymagają określonych narzędzi opatrunkowych, aby utrzymać ich skuteczność. Na przykład koła witrynowane mogą wymagać narzędzi do opatrunku diamentowego do przekształcenia i skutecznego czyszczenia. W zależności od materiału i struktury koła niektóre koła dressingowe zapewnią lepszą wydajność.
Kompatybilność materialna
Narzędzie opatrunkowe powinno być kompatybilne z materiałem przedmiotu obrabianego. Na przykład twardsze materiały, takie jak węglika i stal hartowane, mogą wymagać kół z dressingiem diamentowym, podczas gdy bardziej miękkie materiały, takie jak aluminium, mogą wymagać różnych rodzajów materiałów ściernych.
Częstotliwość opatrunku
Jeśli aplikacja wymaga częstego opatrunku z powodu ciężkiego szlifowania, bardziej solidne koło opatrunkowe, takie jak diamentowe koło zapewni dłuższą żywotność narzędzi i skróci przestoje. Z drugiej strony rzadziej opatrunek może pozwolić na bardziej ekonomiczną opcję.
Wymagania dotyczące wykończenia powierzchni
Wybór odpowiedniego opatrunku zależy również od pożądanego wykończenia powierzchni. Drobniejsze grys i bardziej precyzyjne kółka dressingowe wytwarzają gładsze wykończenie, podczas gdy grubsze grys mogą lepiej nadawać się do agresywnego usuwania materiałów.



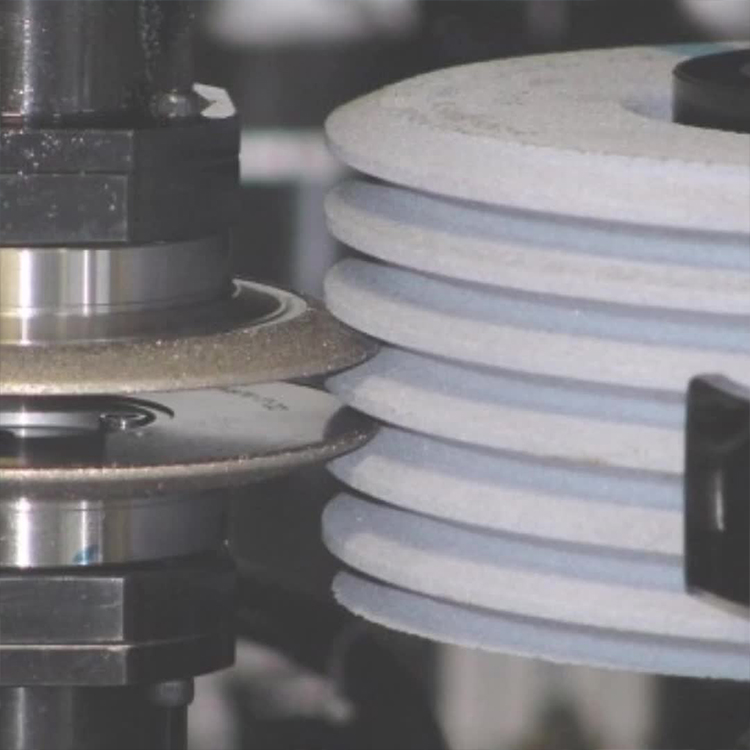
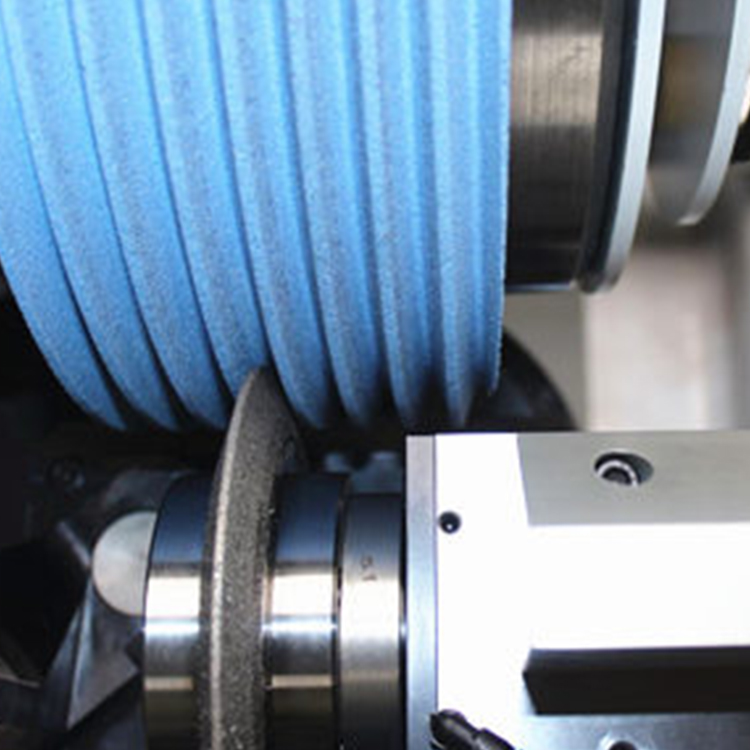
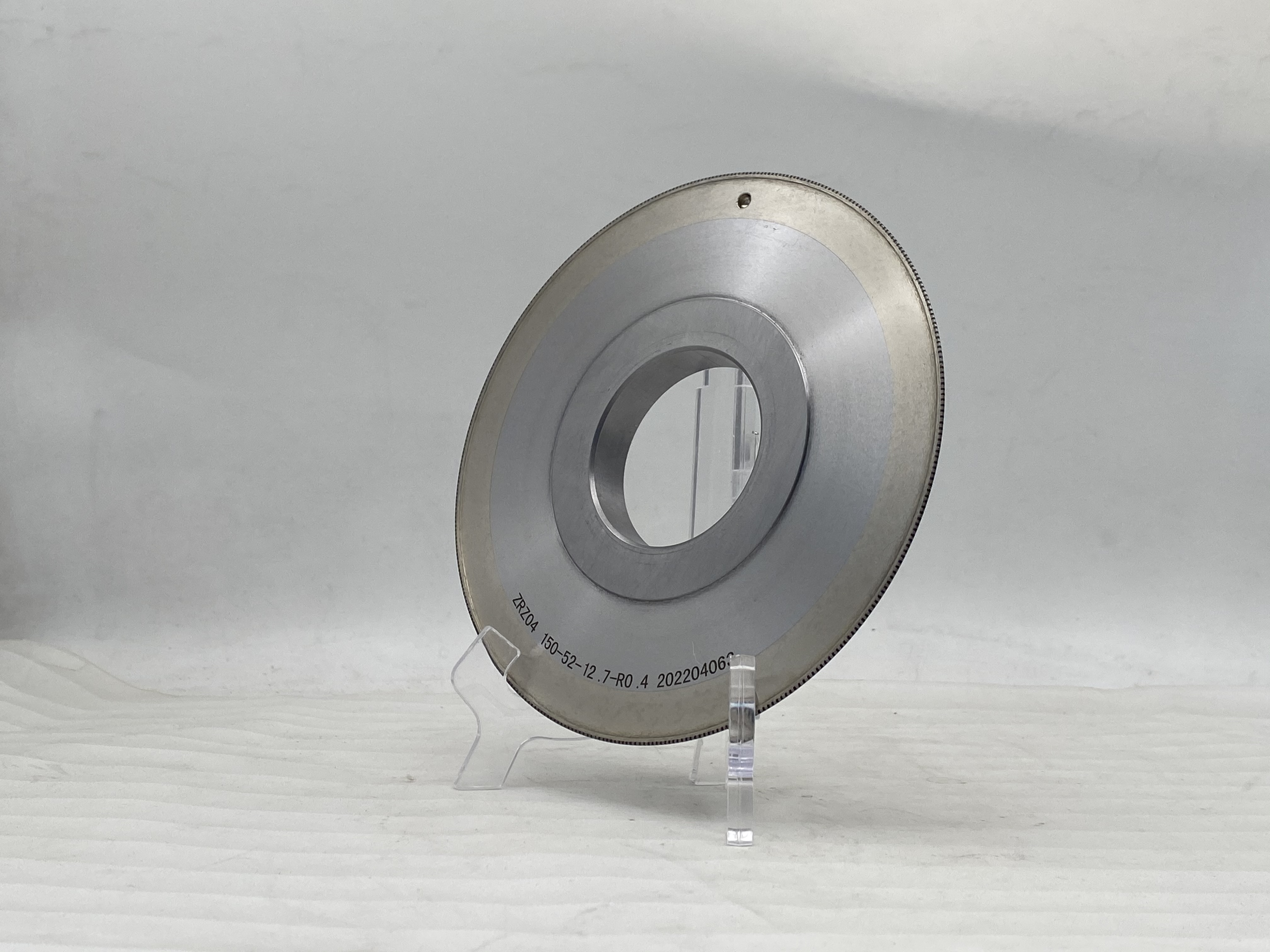
Diamond Roller Dresser to nowo opracowane narzędzie opatrunkowe, które jest łatwe do ubierania różnych złożonych powierzchni formowania, krótki czas opatrunku, dobra precyzja powierzchni, wygodna operacja opatrunku i tak dalej. Jego efekt wykorzystania był stopniowo rozpoznawany przez ludzi, w produkcji był również coraz częściej stosowany.
W przypadku uzyskania tych samych wymagań dotyczących chropowatości należy go używać w miarę możliwości, aby uniknąć przyspieszonego zużycia wałków z powodu wysokiej prędkości względnej. Jednak oparzenia przedmiotu obrabiania i niska wydajność szlifowania są ściśle powiązane z wielkością cząstek diamentowego wałka, a wybór wielkości cząstek diamentowych musi spełniać wymagania gładkości i dokładności wymiarowej.
Czas po: 20-2024 września